中文
中文 英文
英文



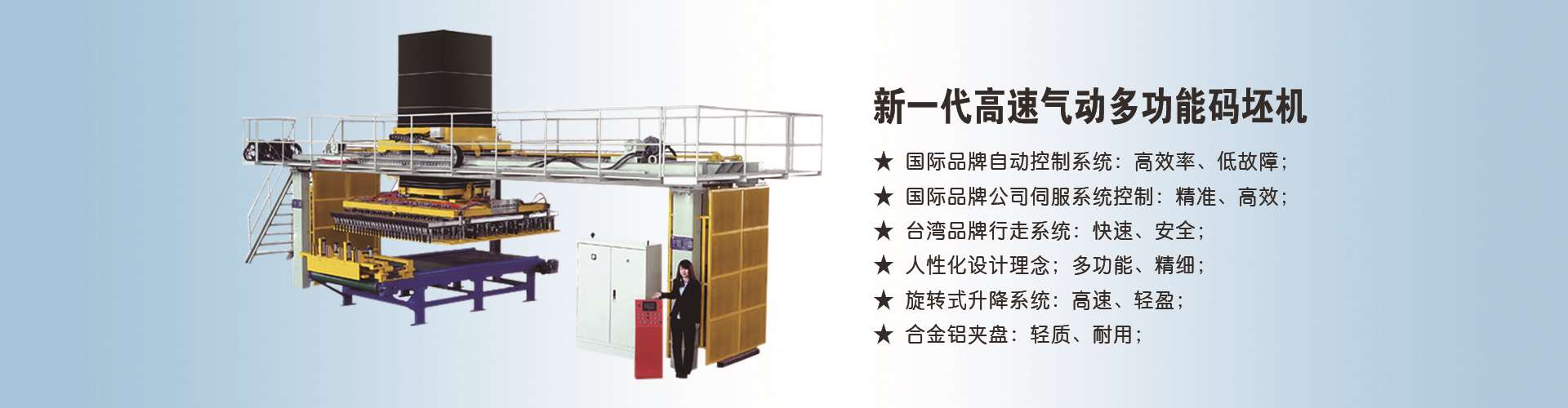
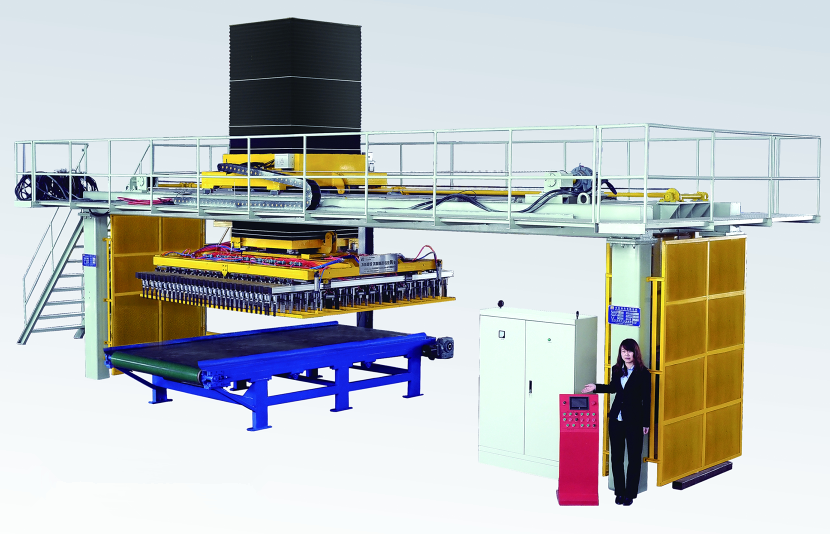
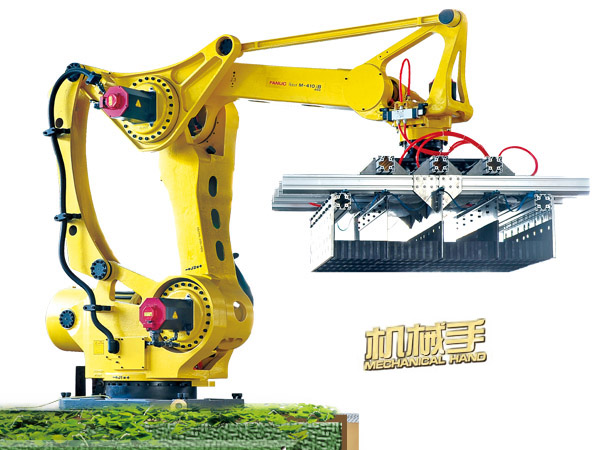
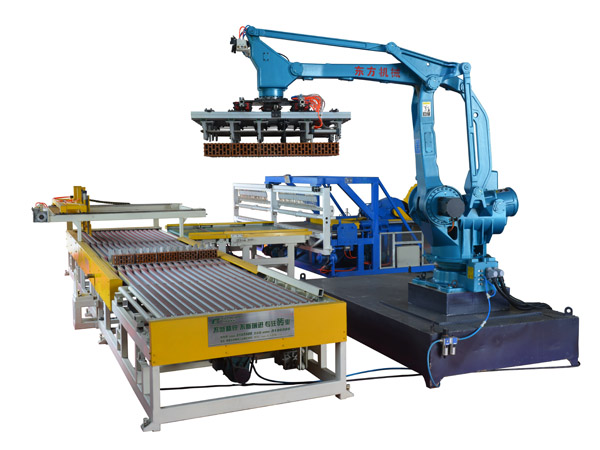
磚廠碼坯機又稱全自動碼坯機,采用夾坯頭任意旋轉方式,可以將濕坯、干坯碼放在相應制定的位置、碼放方式靈活、快捷、對任何規格的窯型皆可應用。今天給大家介紹下碼坯機切坯失控的原因及解決方法:
原因一、彈簧壓力太小,解決方法,應當調節螺母增加彈簧壓力。
原因二、被動軸上的回轉件慣性大,應該減少偏心輪的配重或者偏心輪加制動裝置。
原因三、控制桿在導向槽內運動不靈活或彈簧壓力不夠,使控制不能及時復位,應該在分離塊和被動卡爪的凸緣之間加墊片,且增加分離塊厚度。

原因四、控制桿在導向槽內運動不靈活或彈簧壓力不夠,使控制不能及時復位,如果是這個原因造成切坯失控應當修理控制桿或導向槽,使其運動靈活。
原因五、操作不當,腳踩踏板停留時間太長。這時,就需要操作人員多熟悉碼坯機構造,改進操作方法。
以上就是針對切坯失控,樣本連續運動的原因及解決方法的介紹,碼坯機夾運碼坯力度合適,落位準確,可大幅度降低勞力,效率高,具有良好的經濟效益。